
15 kinds of furniture production common equipment operation specifications, maintenance
|
|


HICAS woodworking machinery has 15 years of experience as a woodworking machinery supplier. Our engineers have been working for 20 years, have served 300 plus furniture factories, are proficient in woodworking machinery production lines, and are processing various machines in the factory planning.
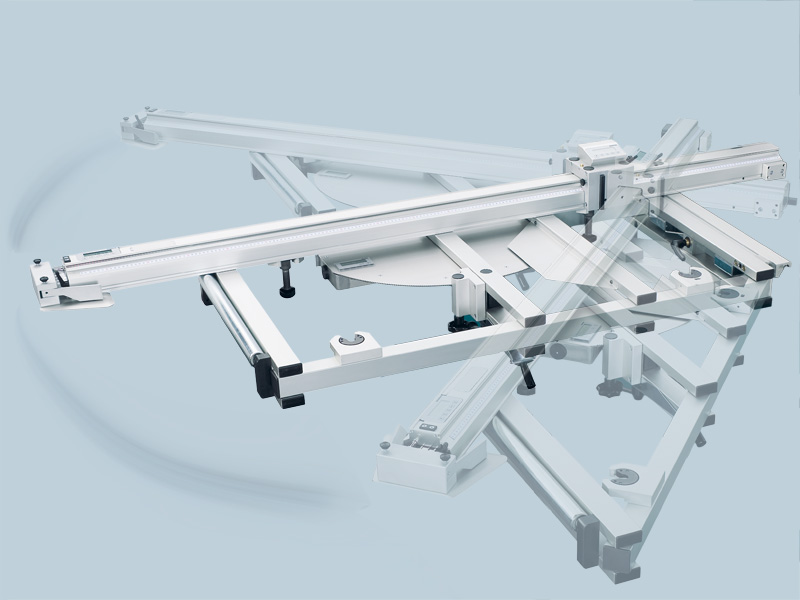
Sliding table saw (detail)
 |  |
A job preparation
(1) Clean up the machine and work site;
(2) Check if the vacuum system is normal;
(3) Check whether the sliding table saw blade is sharp, whether the size saw blade is in a straight line, and test the machine for about one minute to see if the sliding table saw is running normally;
(4) Check the direction of rotation of the saw blade to ensure that the saw blade rotates in the correct direction;
(5) Prepare materials and accessories (pads, etc.).
B operating procedures
(1) Place the board on the pusher bed and adjust the gear size;
(2) Adjust the cutting speed according to the thickness and hardness of the plate, and push the push bed at a constant speed, not too fast or too fast;
(3) When the plate is opened for about 150mm, the receiver starts to pick up by hand, so that the plate remains translated until the end of the material is finished. The feeder must lay the hand away from the saw blade 300mm away from the side of the saw blade;
(4) For each plate of one specification, the first piece of self-test must be made to see if the length of the long and wide diagonal lines meets the quality requirements, and whether the adjacent two sides are maintained at 90°;
(5) At the end of the operation, cut off the power supply, remove dust from the machine, and clean the remaining materials.
C Notice
(1) When working, the plate should be close to the gear and not moveable;
(2) Open small materials (less than 100mm), the plate can not be used for direct propulsion, and the wooden strip is pressed to push forward;
(3) When opening the side plate, pay attention to the direction of the wood grain to avoid surface scratching;
(4) If the corners of the plate are defective, consider replacing the saw blade.
Bench drill
A job preparation
(1) Clean the machine table and work site;
(2) Check whether the drill bit is sharp and the rotation direction is correct. Adjust the number of rotations of the crank handle according to the processing requirements;
(3) Test the machine to check whether the machine is running normally;
(4) Prepare wood and accessories (pads, etc.).
B operating procedures
(1) Press the start switch and rotate the handle by hand until the machining is completed;
(2) If the processing depth is large, there is pressure when pressing down, and the crank can be shaken a few times in the forward and reverse directions to move the drill bit up and down in the process to take the wood chips out;
(3) When working, the workpiece needs to be stable and cannot be oscillated on both sides to avoid breaking the drill bit;
(4) For each workpiece processed, the first self-test must be performed;
(5) At the end of the operation, turn off the power and clean the wood chips.
C Notice
(1) The operator must be qualified before being trained, and the non-operator must not operate the machine;
(2) When changing the drill bit, insert the special key for the drill into the front key hole of the drill, and rotate it to the right;
(3) If the central shaft is loose, vibrating, or has abnormal smell and sound, it should be shut down immediately;
(4) Clean the processed wood chips in time during the processing.
|

If you have any questions about wood machinery, please leave us a message and we will solve it for you in the first time.
Band saw
A. Job preparation
(1) Clean the machine table and work site;
(2) Install the saw blade until the serrations all expose the rim, and move smoothly at the edge of the upper and lower saw wheels;
(3) Adjust the feeding height;
(4) Test the machine to check whether the machine is running normally;
(5) Prepare wood and accessories (pads, etc.).
B. Operating procedures
(1) The feeder lifts one end of the timber and pushes the timber smoothly. After the sawing of the wood, the receiver begins to pull;
(2) When the feeder feeds close to the saw blade for about 500 mm, the hand can be released, and the picker slows down the sawing of the wood;
(3) When working, the feeder and the receiver should work closely together, and the steps should be consistent, so that they cannot swing left and right, so as to avoid bending the edge of the workpiece;
(4) For each workpiece processed, the first self-test must be performed;
(5) During sawing, it is necessary to observe the movement of the saw blade in operation at all times. If the saw blade moves before and after the saw blade, and the broken sound and other abnormal phenomena occur, stop immediately to prevent the saw blade from breaking and hurting people;
(6) When operating, the hand and the saw blade should be kept at a certain distance, the distance must not be less than 1250px, and it is not allowed to extend the hand over the saw blade to prevent injury;
(7) At the end of the operation, turn off the power and clean the wood chips.
C. Precautions
(1) The operator must be qualified before being trained, and the non-operator must not operate the machine;
(2) The saw blade should be kept sharp, and the saw blade is not allowed to adjust the saw blade during operation to prevent accidents;
(3) When the saw blade passage on the work surface is blocked by broken wood, use wooden stick to peel off, if necessary, stop it, and do not remove it by hand to prevent injury;
(4) Before the operation, it must be ensured that the fasteners are not loose and the rotating parts are lubricated;
(5) When changing the saw blade, be sure to cut off the power supply, wait for the saw blade to stop, and keep the hand steady to prevent the saw blade from bouncing and injuring people;
(6) If there is any abnormality during the operation, it should be shut down immediately;
(7) The saw blade should be inspected frequently to prevent the saw blade from suddenly breaking.
|
A. Job preparation
(1) Clean the machine table and work site;
(2) Install the saw blade until the serrations all expose the rim, and move smoothly at the edge of the upper and lower saw wheels;
(3) Adjust the feeding height;
(4) Test the machine to check whether the machine is running normally;
(5) Prepare wood and accessories (pads, etc.).
B. Operating procedures
(1) The feeder lifts one end of the timber and pushes the timber smoothly. After the sawing of the wood, the receiver begins to pull;
(2) When the feeder feeds close to the saw blade for about 500 mm, the hand can be released, and the picker slows down the sawing of the wood;
(3) When working, the feeder and the receiver should work closely together, and the steps should be consistent, so that they cannot swing left and right, so as to avoid bending the edge of the workpiece;
(4) For each workpiece processed, the first self-test must be performed;
(5) During sawing, it is necessary to observe the movement of the saw blade in operation at all times. If the saw blade moves before and after the saw blade, and the broken sound and other abnormal phenomena occur, stop immediately to prevent the saw blade from breaking and hurting people;
(6) When operating, the hand and the saw blade should be kept at a certain distance, the distance must not be less than 1250px, and it is not allowed to extend the hand over the saw blade to prevent injury;
(7) At the end of the operation, turn off the power and clean the wood chips.
C. Precautions
(1) The operator must be qualified before being trained, and the non-operator must not operate the machine;
(2) The saw blade should be kept sharp, and the saw blade is not allowed to adjust the saw blade during operation to prevent accidents;
(3) When the saw blade passage on the work surface is blocked by broken wood, use wooden stick to peel off, if necessary, stop it, and do not remove it by hand to prevent injury;
(4) Before the operation, it must be ensured that the fasteners are not loose and the rotating parts are lubricated;
(5) When changing the saw blade, be sure to cut off the power supply, wait for the saw blade to stop, and keep the hand steady to prevent the saw blade from bouncing and injuring people;
(6) If there is any abnormality during the operation, it should be shut down immediately;
(7) The saw blade should be inspected frequently to prevent the saw blade from suddenly breaking.
A. Job preparation
(1) Clean the machine (including the glue on the light board) and the work site;
(2) Check the oil bed and oil circuit for oil leakage;
(3) Check if the oil pump cycle switch is open;
(4) If the workpiece is pressed, check the yin and yang cross to see if it meets the requirements of the drawings;
(5) After the test machine, preheat the press;
(6) Prepare materials and accessories (pad, paper, etc.).
B. Operating procedures
(1) First clean the surface of the workpiece with feather duster, oily must be cleaned, and then coated with uniform urea-formaldehyde glue;
(2) set the hot press pressure (generally 100 ~ 150 pa), temperature (generally 100 ° C ~ 110 ° C), time (usually 5 ~ 8 minutes);
(3) Put the glued workpiece on the thin wood and put it into the hot press;
(4) For each plate of one specification, the first piece of self-test must be made, and whether the kanban is displaced or not, to see if the glue is firm;
(5) When the operation is over, turn off the power and clean the remaining materials.
C. Precautions
(1) The operator must be qualified before being trained, and the non-operator must not operate the machine;
(2) Keep the press clean and evenly stressed;
(3) Keep the oil circuit switch open;
(4) When the preheating is fast, the operator cannot leave the post and adjust it at any time;
(5) The time for placing the workpiece into the press before and after the workpiece shall not exceed half a minute;
(6) During the lifting process of the press, it is strictly prohibited to extend the hand into the press;
(7) The press after use should be kept closed.
High frequency hot press (high frequency part)
A. Operational preparation
(1) placing the workpiece into the working capacitor;
(2) correctly connecting the output electrode and the aluminum plate on the working capacitor;
(3) Keep the distance between the two output electrodes at least 3 cm.
B. Operating procedures
(1), close the main power switch;
(2) Close the fan button;
(3) Turn the regulator handwheel to the minimum position and close the filament power button;
(4), close the high pressure button, fine-tune the matching and feedback handwheel;
(5) When stopping the work, first break the high voltage, then reduce the filament voltage to 0V, then disconnect the filament power supply, and turn off the fan and the main power supply after 5 minutes.
C. Precautions
(1), must always check the accuracy of the instrument, and check the capacitance resistance of the protection instrument, with or without short circuit and open circuit;
(2), open high pressure heating should be carried out under the condition that the filament is sufficiently warmed up, pay attention to the indication of the needle, if normal, from low to high step by step to work;
(3) In the case where the anode current is large and the gate current is zero, do not open the high voltage operation for a long time;
(4) When the equipment is working, it is not allowed to touch any components in the chassis. During the inspection, it is necessary to determine the non-hazardous voltage before proceeding;
(5) It must be adjusted under the condition of load (heating material), so that the machine can work in a critical state at any time, and it is not allowed to start debugging under the condition that the workpiece is too small or no load;
(6) Do not touch the working capacitor and lead when heating the workpiece to avoid high frequency burn accidents;
(7), the filament voltage can not be biased too much ± 5% during operation, otherwise it will affect the life and power output of the tube;
(8), always keep the inside of the chassis clean, pay attention to remove the dust on the capacitor and the oscillating plate, the temperature of the vacuum capacitor can not exceed 150 ° C;
(9), the operator must stick to the post, can not be away from the equipment, pay attention to the working condition of each instrument at any time, in case of abnormal conditions, first cut off the high voltage or the total power supply, and then ask someone to maintain.
A. Job preparation:
(1) Wear overalls, wear dust masks, ear protectors;
(2) Clean the machine table and work site;
(3) Check if the belt is tight and whether there is any damage or the like;
(4) Check whether the fixture is firm, check whether the tool type is correct, whether the installation is firm, whether the tool is sharp, whether there is any gap or crack;
(5) Test the machine to check whether the machine is running normally and the tool rotation direction is correct;
(6) Prepare materials and accessories (pads, etc.).
B. Operating procedures
(1) First check the workpiece for nails to avoid damage to the tool and injury to people;
(2) clamping the workpiece with a mold and then feeding it evenly against the cutter shaft;
(3) The feeding speed should be determined according to the softness and hardness of the material, the feeding speed of the soft material should be fast, and the feeding speed of the hard material should be slow;
(4) For each workpiece processed, the first self-test must be made;
(5) At the end of the operation, turn off the power and clean the machine, wood chips, etc.
C. Precautions
(1) The operator must be qualified before being trained, and the non-operator must not operate the machine;
(2) The operator is strictly forbidden to wear gloves, and the spirit must be highly concentrated during the operation;
(3) The tool must be installed firmly and the screws must not be loose;
(4) The tool must be kept sharp to ensure the smooth surface of the machined workpiece;
(5) During the milling process, the workpiece can not be returned freely, otherwise it is prone to accidents. In case of special circumstances, non-return is not possible, and should be ready to retreat;
(6) During the milling process, always pay attention to the balance of the milling cutter to prevent accidents.
A. Job preparation
(1) Wear overalls and wear dust masks;
(2) Clean the machine table and work site;
(3) Check if the saw blade is sharp, and adjust the gear plate according to the processing requirements;
(4) Test the machine to check whether the machine is running normally;
(5) Prepare wood and accessories (pads, etc.).
B. Operating procedures
(1) First let the machine idle for 1 to 2 minutes, and the saw blade will reach full speed before starting to feed;
(2) Hold the front end of the plate with your left hand, stabilize the workpiece, hold the end of the wood with your right hand, and advance forward at a constant speed.
(3) When the two work together, keep the pace consistent and the action should not be too fast;
(4) For each workpiece processed, the first self-test must be performed;
(5) At the end of the operation, turn off the power and clean the wood chips.
C. Precautions
(1) The operator must be qualified before being trained, and the non-operator must not operate the machine;
(2) The spirit of the operator must be highly concentrated, and the person should stand on the side of the saw blade;
(3) The feeder's hand should be kept at a certain distance from the saw blade;
(4) It is strictly forbidden to remove the debris such as wood residue on the table by hand, and should be put out with a small wooden stick.
 |  |
A. Job preparation
(1) Clean the machine and the work site to check whether the vacuum system is normal;
(2) Check whether the glue in the glue filling is sufficient and clean, and when it is insufficient, it should be properly glued according to the dosage;
(3) Adjust the position of the balance bar according to the length and width of the workpiece;
(4) Adjust the distance between the upper pressing shaft and the lower crawling belt according to the thickness of the workpiece to ensure that the workpiece can be stabilized without crushing the surface of the workpiece too tightly;
(5) Adjust the size of the rubber door so that the sealing material can be evenly and fully coated;
(6) Through the test machine, see if the edge banding machine is operating normally;
(7) Prepare materials and accessories (pad, paper, etc.).
B. Operating procedures
(1) Heat the rubber wheel to 180 ° C. When the indicator light is on, turn on the other switches. When sealing, the temperature of the plastic film should be kept at 180 °C ± 20 °C, and the rubber shaft should be kept at 200 °C ± 20 °C;
(2) Install the edge sealing material, and place the workpiece on the conveyor belt, and close to the 90° rail baffle, then push it in parallel;
(3) For each workpiece processed, the first self-test must be performed;
(4) Before the edge of the profiled workpiece is sealed, first use 240# sandpaper to remove the burr. When working on the profiled edge banding machine, pay attention to the uniform force;
(5) The picking personnel should remove the dust with feather dusters before stacking the workpiece;
(6) When the operation is over, turn off the power and clean the machine.
C. Precautions
(1) The operator is strictly forbidden to wear loose clothes and gloves, and long hair must be put up;
(2) When feeding, it is strictly forbidden to place your hand under the conveyor belt;
(3) The thickness of the edge seal is in the range of 12 to 60 mm;
(4) When the machine is in an abnormal situation, immediately press the “Emergency Stop” switch to shut down immediately.
A. Job preparation
(1) Clean the workbench and the work site;
(2) Check if the vacuum system is normal;
(3) Check if the saw blade is sharp, is it intact, and the air pressure reaches 0.6Mpa. Test the machine for about one minute to see if the computer cutting saw is normal;
(4) Prepare plates and accessories (pads, etc.).
B. Operating procedures
(1) Input the relevant data into the computer according to the opening table (or adjust the gear size);
(2) The feeding personnel use the forklift to send the plates to the lifting platform and arrange them neatly;
(3) Start the transfer switch and send the plate to the workbench (or move it to the workbench);
(4) Adjust the cutting speed of the saw according to the hardness and thickness of the plate, and the requirement is not to exceed the rated current;
(5) After the material is finished, the workpieces are neatly stacked on the shelf;
(6) For each plate of a certain specification, the first self-test must be carried out to see if the long and wide diagonal dimension saw marks meet the quality requirements;
(7) At the end of the operation, exit the program, cut off the power supply, remove dust from the machine, and clean the remaining materials.
C. Precautions
(1) The operator must be composed of 2 to 3 people, and the machine operator must not leave the post casually during the operation;
(2) The thickness of the plate is generally 90-105mm, and the maximum thickness of the plate is not more than 115mm (HPL11), scm, HPP82, the thickness of the plate is generally 75mm, and the maximum can not exceed 90mm;
(3) When opening the side plate type workpiece, pay attention to the direction of the wood grain to avoid surface scratching;
(4) If the corners of the plate are defective, consider replacing the saw blade.
A. Job preparation
(1) Clean the machine and work site;
(2) Check if the air pressure meets 0.6Mpa;
(3) The six-row drill should check whether the belt is damaged or not, and whether the tightness is moderate;
(4) Test the machine to check whether the drilling operation is normal;
(5) Prepare materials and accessories (pads, etc.).
B. Operating procedures
(1) According to the production demand, it is determined whether to use fully automatic drilling or semi-automatic drilling;
(2) Select the appropriate drill bit according to the drawing requirements and install it, and determine the drilling depth;
(3) Adjust the drilling and bit position according to the drawing requirements;
(4) starting the row of drills, feeding the workpieces into the conveyor belt in parallel;
(5) When using semi-automatic drilling operation, first send the workpiece into the workbench, firmly fix the back end of the workpiece with both hands, and step on the air valve with the left foot to complete the operation;
(6) For each workpiece processed, the first self-test must be performed;
(7) When the operation is over, turn off the power and clean the machine.
C. Precautions
(1) Workers are strictly prohibited from wearing loose clothes and gloves, and long hair must be put up;
(2) When feeding, it is strictly forbidden to place your hand under the conveyor belt;
(3) During the operation, it is necessary to select and distinguish the front and back sides of the panel and side panels, and at the same time, pay attention to whether the number of left and right workpieces is matched, and sort and stack them neatly;
(4) Every 30 to 40 workpieces should be inspected once to avoid affecting the accuracy of the hole position due to the looseness of the gear;
(5) When the machine is in an abnormal situation, immediately pull the fuse and immediately shut down.
A. Job preparation
(1) Clean up the machine and work site;
(2) Check if the vacuum system is normal;
(3) Open the cover to check whether the double-end milling cutter is sharp and firm, and check whether the air pressure is normal;
(4) Test the machine to check whether the machine is running normally;
(5) Prepare materials and accessories (pads, etc.).
B. Operating procedures
(1) Adjust the distance between the upper pressing shaft and the conveyor belt according to the thickness of the sheet;
(2) Adjust the processing distance according to the width of the sheet;
(3) Adjust the side gear position according to the machining amount, and the siderest gear must be parallel with the saw blade; adjust the positioning gear on the conveyor belts on both sides so that each two positioning gears (left and right) are on one line, and the side gears 90°; start the tool and conveyor belt;
(4) Put the plate on the workbench, the end face is close to the 90° positioning plate, and push the conveyor belt at a constant speed;
(5) For each plate of a certain specification, the first piece of self-test must be made to see if the size meets the quality requirements;
(6) At the end of the operation, cut off the power supply, remove dust from the machine, and clean the work site.
C. Precautions
(1) Before starting up, it is necessary to establish whether all switches are in the off state;
(2) When feeding, both hands should be placed in the middle part of the hand-pushing plate, and it is forbidden to send the hand to the middle position of the upper and lower conveyor belt;
(3) During the operation, it is forbidden to open the cover;
(4) When the machine has an abnormal situation, it should promptly press the emergency stop switch and immediately shut down;
(5) If the corners of the plate are defective, consider replacing the tool.
A. Job preparation
(1) Clean the machine and work site;
(2) Check if the planer is sharp;
(3) Adjust the amount of planing, each time the amount of planing does not exceed 3mm;
(4) Test the machine and check if the planer is normal;
(5) Prepare wood and accessories (pads, etc.).
B. Operating procedures
(1) Put the wood on the workbench, when feeding, the left hand holds the wood, the right hand holds the end of the wood, and the reference surface of the wood is close to the table;
(2) When the front end of the wood is over 300 mm, the receiver can start to receive the material;
(3) For each plane, a first self-test must be made;
(4) At the end of the operation, the power is turned off, and the remaining materials are cleaned up.
C. Precautions
(1) The operator must be qualified before being trained, and the non-operator must not operate the machine;
(2) Workers are strictly prohibited from wearing loose clothes and gloves, and long hair must be put up;
(3) The attention of the operator must be concentrated, and it is strictly forbidden to approach the position of the planer;
(4) The receiving personnel should stand on the side of the machine to prevent the wood from flying out and injuring people;
(5) The temperature of the rolling bearing should not exceed 60 °C, otherwise the oil should be changed immediately;
(6) If the planing speed needs to be adjusted, it should be carried out after the machine is turned off and the planer is completely stopped to avoid accidents;
(7) If there is a convexity of the planed workpiece, the planer should be replaced in time.
|
|


A. Job preparation
(1) Clean the main conveyor belt of the spray gun;
(2) Check if the vacuum cleaner device is normal;
(3) Check the air pump and steam for leaks;
(4) The conveyor speed of the equipment is 4.999 mt/min, and the speed of the cleaning wheel is set to 14.999 mt/min;
(5) Prepare the drying rack and protective cotton.
B. Operating procedures
(1) start the conveyor cleaning wheel;
(2) The spray gun speed is set to 95 to 120 mt/min according to different workpieces. Pneumatic pressure 3~4.5bar;
(3) For processing different workpieces, it is necessary to check whether the first piece meets the quality requirements;
(4) Start the drying cabinet and adjust the steam temperature to 50~60 °C;
(5) Clean the spray gun and the work site after the operation is completed.
C. Precautions
(1) The operator must be qualified before training, and it is strictly forbidden for non-operating operators to operate;
(2) The operator must wear a respirator;
(3) It is strictly forbidden to bring fire into the workplace;
(4) When the machine is in an abnormal situation, immediately press the “Emergency Stop” switch to shut down immediately.
A. Job preparation
(1) Check whether the UV lamp and the reflector are clean. When there is dust, clean the lamp and the surface of the lampshade with clean cotton yarn and anhydrous alcohol.
(2) Turn on the power, test the machine, check whether the transmission parts are normal, and check whether the safety devices are sensitive and reliable;
(3) Check each roller for damage, whether there is foreign matter on the roller, and ensure that the rollers are intact before running the machine, and there is no foreign matter between the rollers;
(4) Prepare the processed parts and the glue needed.
B. Operating procedures
(1) According to the process requirements and the thickness of the plate, adjust the amount of paint and the height of the roller, the conveying speed, the lowermost position of the roller should be lower than the plate 0.2 ~ 0.4mm;
(2) Turn on the UV lamp and the red light;
(3) When the temperature and UV lamp illumination meet the process requirements, the plate can be sent for processing;
(4) The processed piece must be self-tested to see if the quality of the roll is qualified;
(5) At the end of the operation, it is necessary to recycle the paint, clean the machine, and clean the work site.
C. Precautions
(1) The operator must be qualified before training, and it is strictly forbidden for the non-operator to operate the machine;
(2) When the plate needs to be coated with a thick paint layer, the metering steel roller and the lacquer roller must rotate in one direction (downward); otherwise, the two rollers rotate in opposite directions, one downward and one upward;
(3) Operators should wear UV protection goggles and respirator;
(4) When the roller is manually cleaned, the machine is in a stopped state, and the roller is driven by jogging, and attention is always paid to safety;
(5) Thoroughly clean the roller machine after each operation. When cleaning the machine with solvent, strictly abide by the relevant flammable and explosive dangerous goods management system.


